Dealer
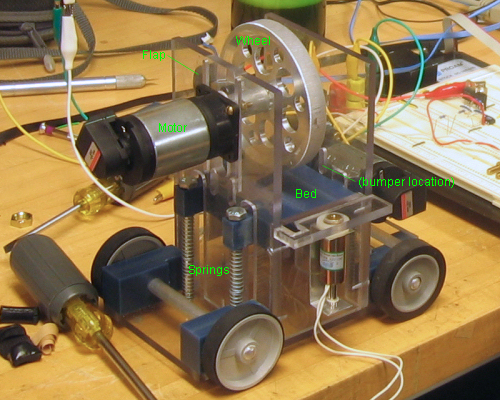
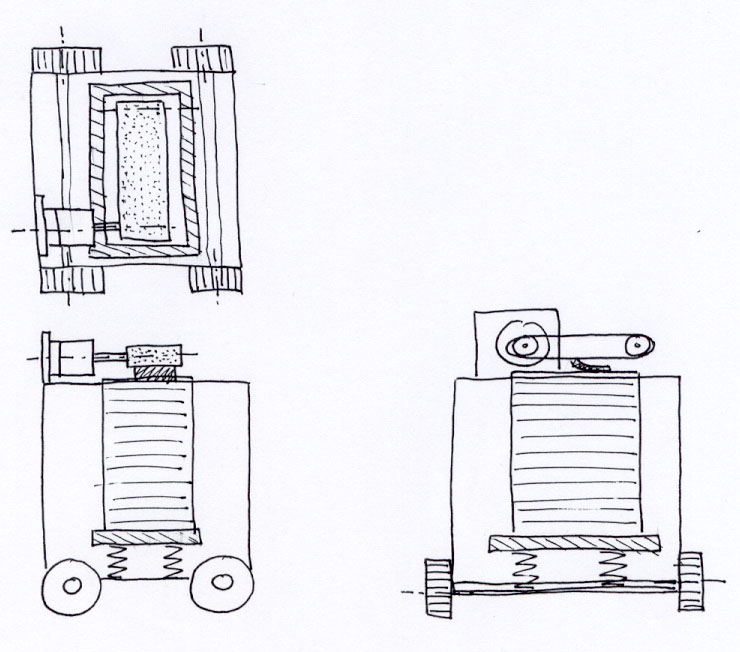
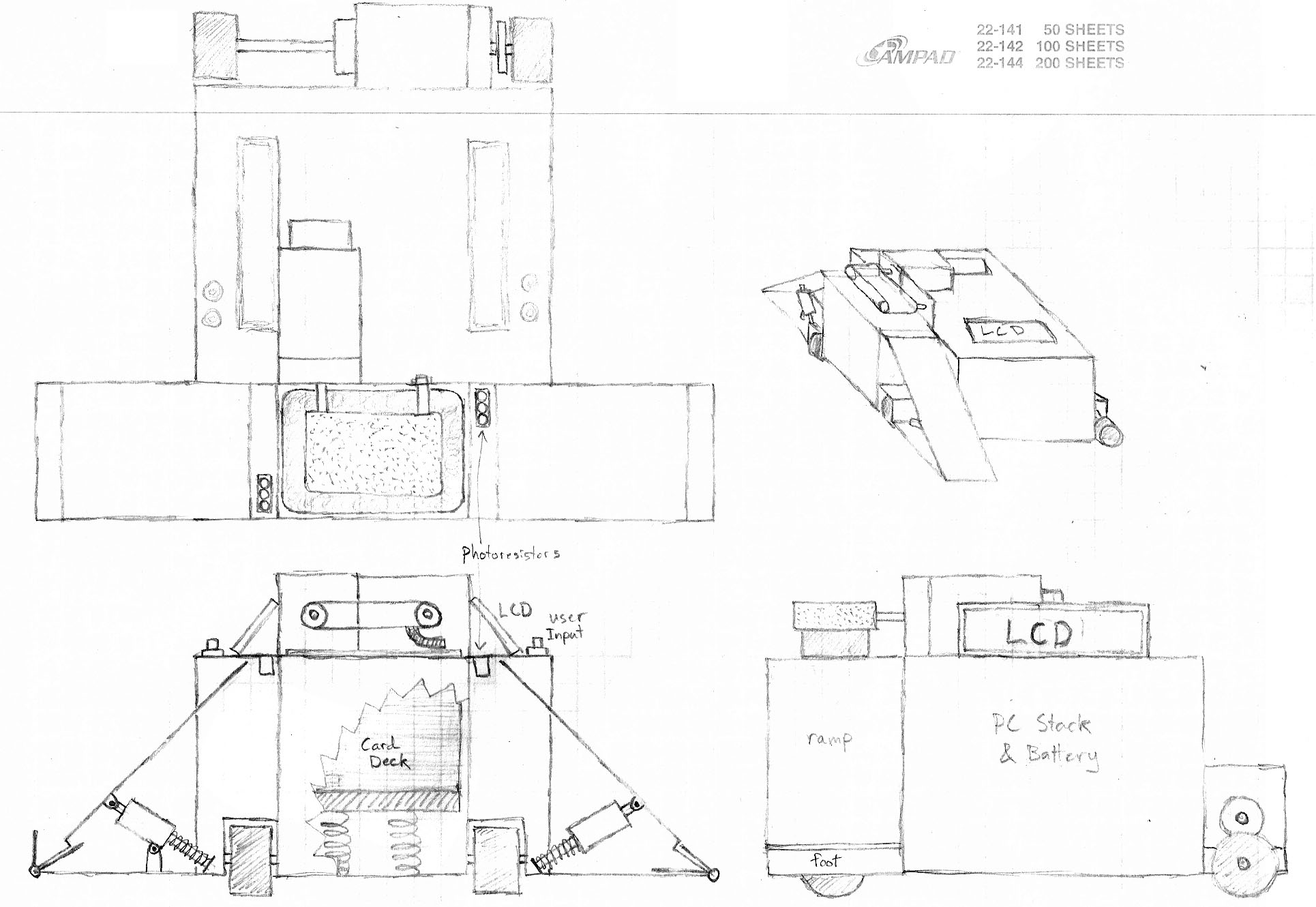
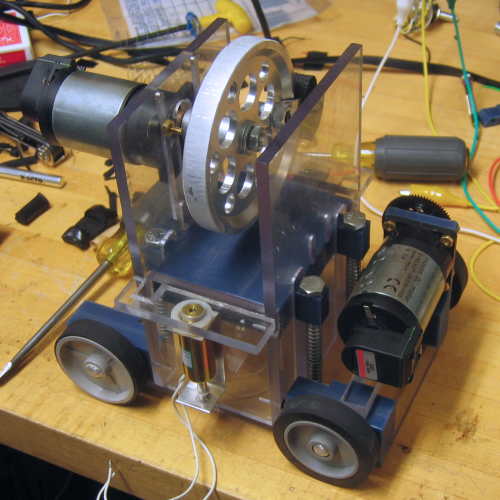
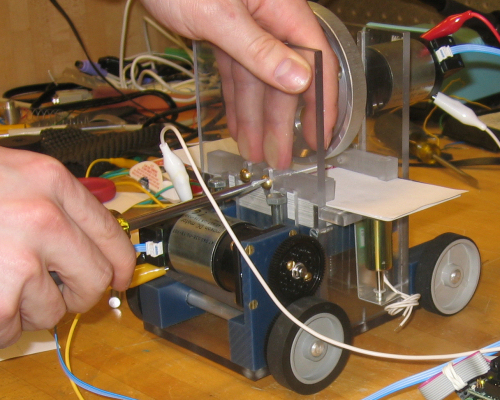
As seen in the picture, the main body of the dealer consists of a bed on which the cards rest, 2 bumpers that limit clearance to allow dealing of one card at a time, 4 springs that constantly raise the deck such that the top card is at the appropriate dealing level, a wheel that spins in either direction to deal cards, a flap attached to the wheel that sweeps the top card off the deck, and a motor that controls the motion of the wheel.
The bed was machined of Ultra-High Molecular Weight (UHMW) Polyethylene, selected primarly because of its low friction and low cost. We wanted to minimize any friction that could inhibit the cards in exiting the dealer. It was designed to ride on 4 shoulder bolts to prevent twisting and binding inside the dealer and to ensure the cards remained level.
The bumpers were machined of polycarbonate and were a 3rd generation design. The first two essentially worked, although with less consistency, as cards seemed to have more difficulty exiting the dealer. Polycarbonate was selected because of its availability in the machine shop. The original design specified UHMW Polyethylene for low friction; however, we were unable to obtain this for the 2nd and 3rd generation designs.
The springs were purchased based on their length, diameter, and wire gauge. We needed a spring that was longer than the deck was tall to ensure the deck was constantly being raised, with an appropriate diameter to fit the shoulder bolts, and of very thin gauge to create enough force to lift the deck but not pinch it. The springs we found were selected on a trial and error basis, and did not have accompanying specifications.

The wheel was machined out of stock aluminum from the machine shop. It attached to a shaft, also machined from aluminum, which joined the wheel and motor. Aluminum was used because of its availability and low density. To further reduce weight, we cut holes in the wheel using a CNC mill and trimmed down the thickness using a lathe. The wheel had a diameter of approximately 3.5", which is equivalent to the length of a card. The diameter was specified to maximize the contact between the flap and card, while fitting in the space constraints.
The flap was cut from a sheet of Neoprene-like material obtained in the machine shop. This material proved suitable given its flexibility and high friction characteristics. This component went through countless evolutions, mostly based on a trial-and-error process. We wanted the flap to contact the card and sweep it off the top of the deck by overcoming the friction forces holding it in place. We had many good ideas on how to achieve this, many of which were eliminated once tested. The final design is a strip, held to the wheel by a metal bracket and bound with a piece of electrical tape.
The motor was obtained from the mechatronics lab and is the same motor used in the in-class labs. We used this motor simply because of its availability, familiarity, and zero cost. This was likely not the optimal motor for the application; we would have preferred a motor with higher torque and lower velocity to deal the cards. As it was, we had to power the motor with a +/- 15 V swing, which simply spun the wheel more quickly, in order to deal a card. By spinning the motor quickly, we were able to overcome the forces holding the card in place, although this velocity then carried through to the end of the dealing process, when the card was then flung distances up to 3 ft. A higher torque motor would have produced more pull on the card at a lower velocity, which would have provided a more controlled method of removing a card.
Once all these components were assembled, there was a great deal of fine-tuning that had to be done to allow the dealing of one card at a time. All the mounting holes for each component were slotted to better faciliate adjustments. This was an extremely invaluable foresight that led to the successful deal. Without these slots, adjustments would have been very difficult or virtually impossible. In particular, the bumpers were slotted to adjust the clearance between the walls of the dealer and the bottom of the bumpers. This distance was set to allow one card to easily pass through, but prevent multiple cards. The precision of adjustments for this aspect was astounding. Setting the clearance to one card proved too tight, while two cards proved too loose. The optimal clearance was determined to be the thickness of one card, plus the thickness of 3 sheets of standard office paper. The second area of adjustment was between the motor shaft and top of the deck. The motor had considerable flexibility in positioning to optimize the use of the flap. This adjustment required less precision, although it was equally frustrating to align.